
The Basics
Glass 101
The following guidelines just scratch the surface of the knowledge base associated with firing glass. We
highly suggest you take a firing class from your local distributor. If classes are not available in your area, there are numerous books available on the subject that can be found at bookstores and on the internet.
What is a Firing Program?
Glass is very sensitive to changes in temperature below 1000 °F. If it is heated or cooled too quickly through
certain temperature ranges it creates stress within the glass which can
cause breakage. Firing programs are used to control these temperature
rates and limit the amount of stress created within the glass as well as
create the desired effect on the glass.
A firing program is composed of one or more firing segments that
dictate the heating or cooling rate throughout the program. Each one of
the lines in the chart represents a segment or hold time within a segment
and the slope of the line represents the rate of firing. A firing program
is either entered into a kiln controller or on kilns without controllers it is
replicated by turning up and down temperature switches.
Type of Glass
The art of firing glass has been around for centuries however, comparatively speaking, it has only been
recently that companies have begun manufacturing glass specifically designed to fuse together. Glass, like most
everything on earth, expands when exposed to heat and contracts when it is cooled. It expands at a measurable
rate, known as the COE, or coefficient of expansion, and as it becomes liquid it flows at different rates which is
referred to as it’s viscosity level.
These variables and a host of others must be carefully managed to create glass that can be fused together
without crazing, cracking, warping, or breaking. Always consult with your supplier of glass to determine if the
glass you wish to fuse is compatible.
Heatwork
Heatwork is a term used to describe the relationship of time and temperature and their combined effects on
glass. To a certain extent the two are inversely related. This means that the higher the temperature the less time is
needed to create the same effect and likewise, the lower the temperature the more time is needed.
This concept becomes most useful at the “Working” temperature range of glass. This is the temperature
range where the glass is fused, slumped or sagged. Most fusing glass will fuse between 1450 F and 1480 F. It
is possible to get the same results (or the same amount of heatwork), by bringing the kiln to 1450 F and holding it
at that temperature for 30 minutes as you would by bringing the kiln to 1480 F and holding it for only 10 minutes.
There may be other factors that make you choose one working temperature over the other such as the thickness of
the project.
Size and Mass
The size of the piece is one of the most influential factors for creating a firing program. One of the keys to
successful heatwork is having the entire piece go through critical temperature ranges at the same moment. When
a piece is thick it takes longer for the center to heat up than it does the outside of the piece. When it is a large
diameter, slight differences in temperature throughout the chamber of the kiln can cause the piece to expand at
different rates.
The key to firing larger and thicker pieces is to slow the firing rates through critical temperature ranges.
Determining how slow is often a trial and error proposition therefore it is best to start with a conservatively slow
program. More projects are ruined by going too fast than too slow.
Critical Temperature Ranges
A “Critical Temperature Range” is any temperature or temperature range in the firing cycle that has a high
level of potential for limiting the success of the project. Limited success can be expressed as overfired, underfired,
breakage, devitrification, or bubbles just to name a few. It can be argued that there are numerous critical
temperature ranges. To keep things simple we are going to discuss the primary four: Heating Range, Process
Range, Pre-Annealing Cooling Range, and Annealing Range.
Heating Range
The Heating Range goes from room temperature to the first set of data in the Process Range. The only
concern during this range is heating the pieces too fast without adding steps to the program. Steps are hold
periods at designated temperatures that allow the piece to balance out during the firing. Small pieces can
normally be heated as fast as 800 F./Hr. as long as steps are added. With larger pieces you will want to slow
the rate and possibly add additional steps depending on the size of the piece.
Process Range
The Process Range is the temperature range where the material begins to visibly change. It is this stage
that determines the final shape of the piece. It is often a good idea to add a pre- Process Range segment to
slow the kiln down before entering the Process Range. If the kiln is firing too fast into the process range it is
possible to overshoot your goal temperature.
During the Process Range temperatures and hold times are key. If you are unsure of the desired peak temperature
you may want to start on the low end of the range with a longer soak. This will help insure that thicker
pieces receive the proper heatwork throughout the entire piece.
Pre-Annealing Cooling Range
After the process range is through, it is desirable to cool the piece quickly for several reasons. The first
reason is to stop the heatwork. This is especially important on a project such as a less then 100% fuse or a
drop mold.
The second reason is that an undesirable reaction known as devitrification can occur during this cooling
period if the kiln is cooled to slow. Devitrification is a scummy white crystallization on the glass surface that is
difficult if not impossible to remove. Be sure to slow down the cooling before you enter the Annealing Range.
Opening the kiln lid to increase the rate of cooling, while practiced, is not always recommended. On certain
models the thermocouple is in the rear of the kiln and the temperature from front to back can vary greatly
causing part of the piece to enter the annealing phase before the part in the rear.
Annealing Range
The final critical range is the Annealing Range. Every piece of glass has an annealing point, this is a
point in the cooling cycle where the molecules in the glass realign themselves into a solid and stable form. It is
very difficult to know exactly where that specific point will be, so during this period it is critical to fire the kiln at
a slower rate throughout the range.
Our pre- programmed firing schedules in the Glass Fire Mode anneal from 1000 °F to 750 °F which
should be adequate for most stained glass. By incorporating such a broad range the risk of breakage is limited.
Be sure to keep the lid or door of the kiln closed until the kiln reaches room temperature. Opening the lid
too soon can cause pieces to break.
Firing Processes
There are many different processes or techniques used for manipulating glass with heat inside a kiln. In this
manual we will focus on two, Fusing and Slumping. Other techniques include but are not limited to Drop Molds,
Pate de Verre, Casting, Painting, and Combing. For more information on using your kiln with these techniques
please consult your glass supplier.
Fusing
Fusing is the process of joining 2 or more pieces of glass together by the application of heat. This glass can be in the form of sheets, stringers, frit or a host of other forms. There are different degrees of fusing. You may want to fuse glass so it sticks to another piece of glass without deforming. This is known as a “Fuse to Stick”. If you were to apply more heatwork to the piece the edges would round slightly. This is known as a “Tack Fuse”. A “Full Fuse” is created when the pieces have melted completely together and are 1/4” thick. A “Texture Fuse” is any point in-between a Fuse to Stick” and a “Full Fuse”. There is a temperature range at which glass can be fused. The point at which it begins to fuse is influenced by the rate at which the temperature is climbing when it reaches the fusing range. Most fusing glass will begin to fuse between 1400 F and 1480 F. Remember that heatwork is a function of time and temperature. Starting with glass that has been determined to be compatible is only the beginning to a successful fusing or slumping project. The temperature and various temperature rates in a firing program must be designed to the specific needs of the project you are creating. The size, thickness, shape, and type of glass all must be considered when designing a firing program. As a precaution you may want to provide a dam or barrier around the glass when fusing more than 2 layers. With more than 2 layers, the glass will spread until it finds a level of 1/4” and could possibly flow into another piece or off the shelf.
Slumping
Slumping can be defined as the controlled bending of glass under the influence of heat and gravity within a kiln. This is generally done over or into a mold. Molds can be made out of a variety of different materials and can be found at art glass supply businesses. When slumping, it is necessary to take into account the shape of the mold, the thickness of the piece, and the degree of heatwork desired. Gravity plays a very important role in slumping, especially slumping over a mold as opposed to into a mold. If the shape of the mold dictates that the unbent glass is largely unsupported, the weight of the unsupported glass will pull the glass over the mold quicker than if only a small portion is unsupported. A thin piece of glass will bend quicker than a thick piece of glass. A thick piece of glass requires more Hold time in the final segment of the process phase. In some cases the artist may want to control the amount of bend by visually inspecting the kiln. When the proper amount of heatwork is reached the artist can begin annealing. Slumping projects that receive too much heatwork can take on unwanted texture from the mold or in extreme cases fuse to a puddle.
Safety
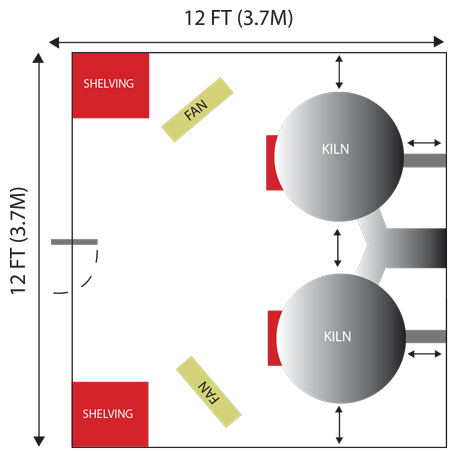
Kilns are used safely in 10’s of thousands of homes and schools all over the world everyday. With a little bit of common sense and a good understanding of your kiln you can easily avoid any problems. Be sure to read your manual cover to cover before operating your kiln and pay special attention to the section in the beginning on safety. Click the links to access a copy of the manual and be sure to also watch the video on setting up your kiln room to create a safe and efficient studio.
Preparing Your Kiln
It is always good to do a few things to ensure a successful year of firing.
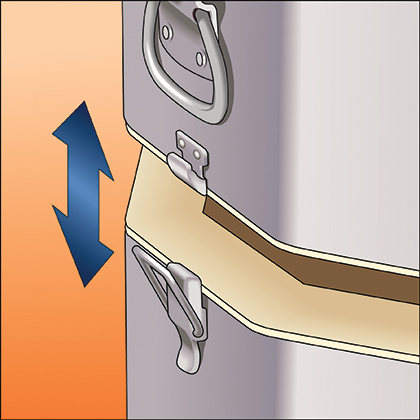
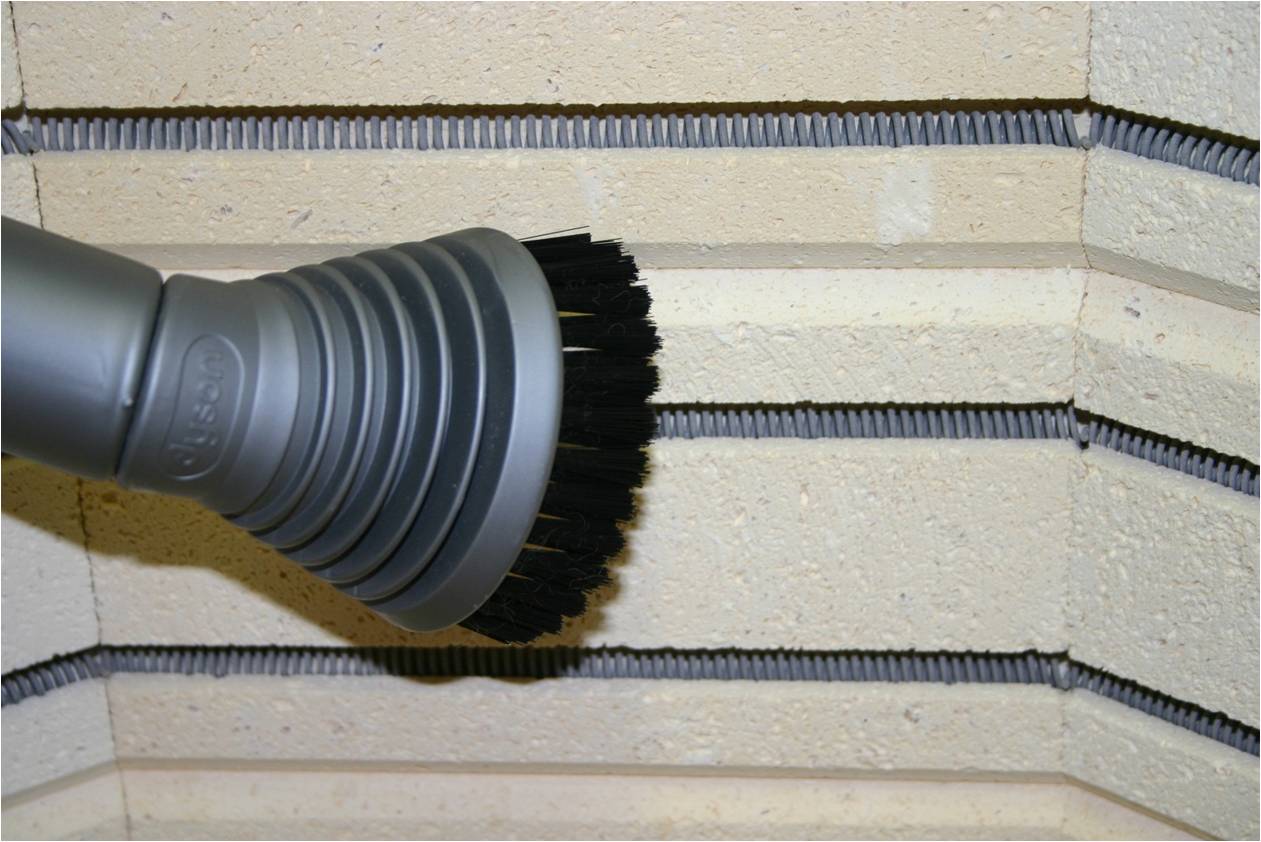
Vacuum Out The Kiln
Throughout a year of firing your kiln gets loaded with brick dust, fiber dust, kiln wash dust and bits of glass. All this debris sitting on your elements can cause them to burn out early and cost you money you could have saved with just a little housekeeping.
Quick Safety Inspection
It’s always a good idea to take a little walk around and look for obvious safety hazards like loose screws, flammable material around the kiln, power cords touching the kiln and damaged or missing hardware.
If you have a new kiln room, you will want to make sure that there is no sprinkler right above the kiln. If there is, you will want to verify that it was installed properly with the knowledge that a kiln would be firing directly under it. Sprinkler heads can be fitted with high temperature fuses for these types of installations. If they are not fitted with the correct fuse you could set the sprinklers off.
Test Fire The Kiln
Wouldn’t it be great to find out if something was wrong with the kiln BEFORE it was too late to do something about it? Place the kiln shelf or shelves in the kiln just like you were loading it with pieces to fuse. Place a scrap glass project in the kiln of similar size and thickness of projects you wish to fire and choose the correct GlassFire Mode Full Fuse program for the size of the piece using the chart in your manual. Press review to make sure you entered the program correctly and Press Start. Listen to the control box. You should here the relays clicking on and off and see the temperature on the display begin to rise. If you here any strange noises or smell smoke press stop and call a technician. (Note: Brand new kilns or kilns with freshly replaced elements will smoke a little from residual oil on the elements. This is normal and the smoke should clear after a few minutes.)
After the kiln is done firing the display will flash CPLT (Complete) alternately with the current temperature of the kiln, and the amount of time the kiln took to fire. Write this time down. Below are the approximate times the kiln should take to fire at the 3 speed choices.
- Fast – 6 hours and 10 Minutes
- Medium – 9 Hours and 20 Minutes
- Slow – 15 Hours and 30 Minutes
This does not include the time it takes to cool from 750 F to room temperature. The time is takes your kiln to fire will vary but they should be within an hour. If you come back to the kiln and there is an error message, write down the message and contact your technician.
Once the kiln has cooled to room temperature open the lid and inspect your glass. The sample project should be fully fused without any major defects. If it looks over fired or under fired contact a Skutt technician for help in troubleshooting the problem.
Loading Glass
How you load the kiln can really affect how your pieces come out. Traditionally, glass kilns have elements in the lid. This allows the heat to radiate evenly across the whole shelf instead of coming from the side where it hits the edge of the shelf first and works it’s way into the center of the kiln. This allows you to fire faster without getting large temperature differences within your project. Unfortunately, this also means you cannot fire on multiple layers because the top shelf would block the radiant heat from reaching the shelves below it.
Here are some general rules to loading a traditional glass kiln with elements in the lid:
- Post your shelf at least 1 inch off the floor of the kiln.
- Make sure the kiln wash on your shelf is in good shape and any fiber paper you use is free of creases and holes.
- Maintain 2 inches of clearance from your kiln elements.
- Maintain 2 inches of clearance from your thermocouple.
- Anticipate how slumped pieces will slump and fused pieces will flow.
The last one is the most difficult to judge but as you gain experience you will develop a sense of how glass moves. Thick fused pieces will search a level of two layers of glass. If you have more than two layers they will flow beyond their original footprint so be sure not to put any pieces too close on the shelf.
Loading a Side Fired Kiln
For years people were told that you cannot fuse glass properly in a side fired kiln (elements only in the side of the kiln. Well it is done successfully everyday. The key to success is how you load the kiln and the firing programs you choose. This is great news for people with old ceramic kilns. It also allows you to fire on multiple levels so you can put a lot more glass in each kiln load. Here is an article on how to fuse glass in a side fired kiln.
Firing Glass in a Ceramic Kiln
Programming GlassFire Mode
GlassFire Mode is by far the easiest and fastest way to fire glass in you kiln. All of the programs were designed by Gil Reynolds who literally wrote the book on Fusing. He designed them based on months of testing using both 90 COE glass and 96 COE glass.
All you need to to is enter the process you want (Full Fuse, Tac Fuse or Slump) and the Speed at which you want to fire. That’s it! When you press start the kiln will fire the program and all you need to do is come back and admire your perfectly fired pieces. Download the firing instructions for GlassFire Mode below.
Programming Ramp/Hold Mode
If you have a GlassMaster controller it will have two firing modes, GlassFire and Ramp/Hold. GlassFire mode is by far the easiest and most common firing mode used in Glass. Ramp/Hold firing mode is used primarily when you are firing a project that is outside of the norm. Below is a list of possible reasons you may want to use Ramp/Hold Mode:
- Your glass project is larger in diameter than the dimensions in the GlassFire Mode Firing Speed Chart allow for.
- Your glass project is thicker than the dimensions in the GlassFire Mode Firing Speed Chart allow for.
- You are firing a piece that involves a process not found in GlassFire Mode like casting or glass painting.
- You understand the risks and would like to run a faster program.
Programming a kiln may seem intimidating, but once you do it a few times you will find that it is really quite easy. We put together a video which takes you step by step through programming a ceramic kiln using Ramp/Hold. While the controller looks slightly different, the steps are the same. If after watching the video you still have questions feel free to call us and we would be happy to walk you through your first firing. You can also download a copy of the instructions for programming Ramp/Hold Mode by clicking the link below.

Unloading the Kiln
The number one rule in unloading your kiln is BE PATIENT. No matter how long you have been fusing glass, opening the kiln after a firing is always exciting. Too often people will get a little impatient and try to open it too soon. Wait until the kiln has cooled below 125°F to open your lid. If you open it too soon, the glass could be susceptible to thermal shock and break.
As you unload the kiln make notes in your firing log regarding how the glass looked, how the kiln was loaded and how long the firing took. This will help you make adjustments on your next firing.